With the wide application of difficult-to-machine materials such as titanium alloys and superalloys, how to correctly select and reasonably use tools for efficient and high-quality machining has become a very important industry topic.
The workpiece material and tool structure, materials, etc. promote each other, the development of the manufacturing industry is very rapid, and the continuous development of tools is the driving force for the continuous development of the manufacturing industry.
At present, the tool materials widely used in the manufacturing industry mainly include tool steel (carbon tool steel, alloy tool steel and high-speed steel), cemented carbide, ceramics and superhard tool materials. Among them, cemented carbide tools account for the largest proportion, and are the leading tools in China’s manufacturing industry, with a wide range of applications.
Compared with cemented carbide, zirconia ceramic materials have higher thermal hardness, hardness and wear resistance, and chemical stability and oxidation resistance are better than cemented carbide. Therefore, zirconia ceramic tools have become A mainstream in the development of Chinese manufacturing tools.
In the process of modern high-tech material machining, groove machining and hole machining are machining difficulties. The machining of engine disc parts, shaft parts, and casing parts requires very high machining tools. Therefore, in the machining of such parts, high-performance carbide standard tools and carbide non-standard tools are used in a large amount. .
Relevant technicians believe that the selection of tools in actual machining should consider the following factors: workpiece material, workpiece shape, machining requirements, machining machine tools, system rigidity, surface quality technical requirements, etc.
Taking the turbine casing parts as an example, from the analysis of the workpiece material, a large number of difficult-to-machine materials such as deformed superalloy and cast superalloy are widely used. These difficult-to-machine materials have low thermal conductivity, high specific strength, high cutting temperature, and are prone to work hardening. The tool wears quickly, the tool life is short, and the tool consumption is large, so the geometric angle of the tool must be selected reasonably.
(1) From the perspective of the workpiece structure
Thin wall, poor rigidity, difficult to machine. When machining the convex part of the part, the tool system is easy to interfere with the part and the fixture. Therefore, the tool path must be optimized, such as plunge milling instead of side milling, fast idle travel, optimized lifting. The cutter position is milled by means of helical interpolation.
(2) Analysis from the machining procedure
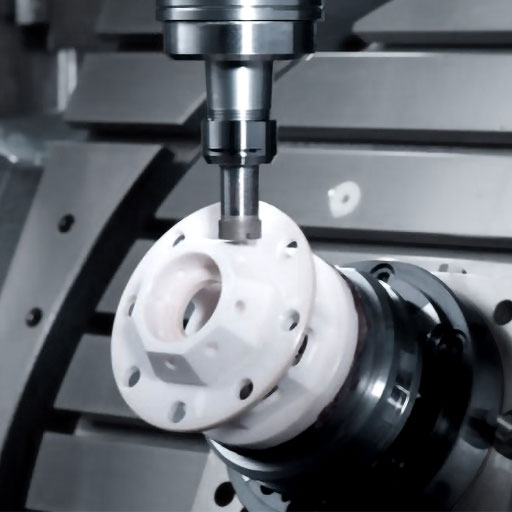
The casing needs to be roughed, semi-finished, and finished. In order to save tool costs, when manufacturing such parts, high-performance ceramic milling cutters can be used for roughing, and standard carbide tools are used for semi-finishing and finishing. And non-standard high-performance special tools, which can significantly improve production efficiency.
(3) In terms of machining economy
The tool configuration plan needs to be continuously improved, and try to use the latest products developed by tool manufacturers.
Pintejin machining ceramic service include : Alumina Ceramic Parts, Zirconia Ceramic, Silicon Carbide Ceramic, CNC Machined Aluminum Nitride Ceramic, Machinable Ceramic Parts, Glass Ceramic,Macor Ceramic,Powder Metallurgy Dies,Ceramic Injection Molding,Ceramic Dry Pressing,Ceramic Extrusion Dies