 The use of ceramic molds was adopted in the late Longshan culture, but there is no specific discussion. Until the Shang Dynasty, due to the increasing number of decorative patterns and patterns on the surface of ceramic utensils, pottery impressions and pottery paddles for printing various patterns on the surface of ceramic utensils began to appear. The concept of pottery impression mold was accurately proposed in the middle of the Shang Dynasty. It was originally used as a casting tool for bronze ware. In the Xia Dynasty, ceramic utensils were used as crucibles to smelt bronze. In the late Shang Dynasty, ceramic utensils were used as crucibles. Based on this, a ceramic crucible for casting bronze is made. Various models and pottery moulds of the cast bronze site are shown in picture 2. All used the method of firing ceramic utensils. According to historical data, the casting process of bronze utensils in Shang and Zhou Dynasties is roughly as follows:
The use of ceramic molds was adopted in the late Longshan culture, but there is no specific discussion. Until the Shang Dynasty, due to the increasing number of decorative patterns and patterns on the surface of ceramic utensils, pottery impressions and pottery paddles for printing various patterns on the surface of ceramic utensils began to appear. The concept of pottery impression mold was accurately proposed in the middle of the Shang Dynasty. It was originally used as a casting tool for bronze ware. In the Xia Dynasty, ceramic utensils were used as crucibles to smelt bronze. In the late Shang Dynasty, ceramic utensils were used as crucibles. Based on this, a ceramic crucible for casting bronze is made. Various models and pottery moulds of the cast bronze site are shown in picture 2. All used the method of firing ceramic utensils. According to historical data, the casting process of bronze utensils in Shang and Zhou Dynasties is roughly as follows:
- In the Shang Dynasty and the Western Zhou Dynasty, to cast bronze ware, first of all, a solid clay mold should be formed. The bottom of the clay mold should be able to be separated, and the main part of the clay mold should be decorated with decorative patterns according to the needs of the time.
- The remnants unearthed from the Yin Ruins in Anyang can be inferred that the pottery models used have a base of the same thickness, and the inner model is fixed on the base. on the base. First, put the mud mold upside down on the base to apply the mud. Fine sand is mixed with the soil that is in direct contact with the clay mold to improve its shapeability, and grass stems are mixed on the outside, so that the soil is not easy to dry and crack in the process of drying in the shade.
- After the mold is divided, the master mold remains in its original state. In order to make the bronze ware to be cast have a certain thickness, a layer of the surface of the original mold is wiped off, which will cause a certain gap between the inner and outer molds after the mold is combined. is the thickness of the bronze.
- Close the inner and outer fan, flow out the pouring port, and reinforce the outer layer with mud. Before pouring, the mud should be preheated to the sintering temperature, which will make the copper liquid flow more smoothly during pouring and avoid the phenomenon of cold isolation.
- Pour the bronze solution from the pouring port, after cooling, smash the outer fan to take out the bronze ware, and then take out the inner fan for trimming.
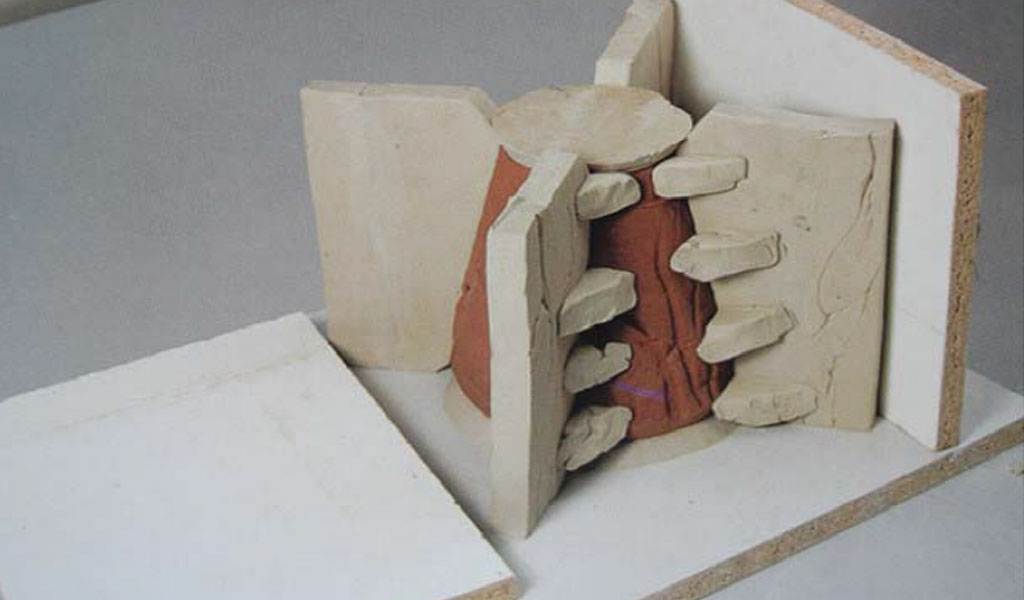
Nowadays, the reproduction of ceramic utensils we see is generally made of plaster molds, and a simple two-piece mold is used as an example for a brief description. Divide the mud manuscript into two parts, use mud to make the isolation layer of the manuscript, place it along the center line of the mud manuscript division, and smooth the separation layer so that it is 90° perpendicular to the contact surface of the original mud manuscript. Figure 3 shows that the baffles are placed in place before grouting, and between the baffles are small triangular mud pieces that support the baffles. In the remaking of the bottoms of household ceramic products, skilled craftsmen can remake the bottom ceramic molds on a lathe machine. Using a tool to punch holes in the isolation layer, it ensures a perfect fit of the two parts of our ceramic mold. Use the mud to make a sloping trapezoid and place it on the edge of the separator to make it easier to put your fingers in when opening the mold. Use some mud pieces, or glass and other materials to make baffles to prevent leakage when gypsum grout is poured. After the outer baffle is built, the mud draft and isolation layer are cleaned to remove impurities that fall on the surface.
In order to facilitate the separation of the plaster mold from the mud draft, apply a layer of release agent along the mud draft and the isolation layer with a soft brush. Usually we use petroleum jelly, industrial soapy water or dish soap as release agent. After smearing evenly, inject the mixed gypsum slurry evenly, stop after reaching the desired thickness, and wait for it to solidify. Before the plaster is completely solidified, use tools to smooth the surface, which is easy to move and use later. After the gypsum is solidified, the remade mold is turned over, and the second part of the remake is performed. Same as the remake of the first part, make baffles, clean the surface, apply release agent, and then inject gypsum slurry. After the plaster is completely solidified, remove the baffle and clean up the surrounding environment. By observation, the two plaster molds can be separated after the two parts of plaster are solidified.
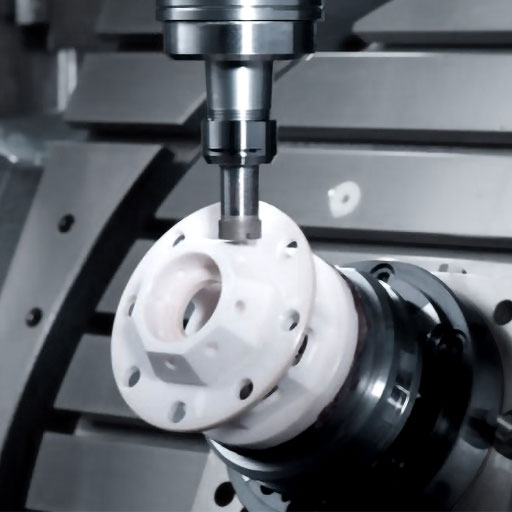
Pintejin machining ceramic service include : Alumina Ceramic Parts, Zirconia Ceramic, Silicon Carbide Ceramic, CNC Machined Aluminum Nitride Ceramic, Machinable Ceramic Parts, Glass Ceramic,Macor Ceramic,Powder Metallurgy Dies,Ceramic Injection Molding,Ceramic Dry Pressing,Ceramic Extrusion Dies